Validierung und Versuchsplanung
Validierung und Versuchsplanung
Die Biotechnologie ist einer der innovativsten Industrie zweige in Deutschland. Ob in der Entwicklung neuer Wirkstoffe oder der Herstellung von so genannten Validierungschargen für die Zulassung neuer Arzneimittel, täglich werden viele Versuche durchgeführt. Ein effizienter Einsatz von Zeit, verfügbaren Rohstoffen und Personal ist unabdingbar für den Erfolg des Unternehmens. Über den Aufwand für die Validierung herrschen unterschiedliche Auffassungen, welche hier angesprochen werden.
Wie viele Validierungschargen sind notwendig?
Die Meinung, dass man genau drei Validierungschargen herstellen müsste, ist weitverbreitet. Wo her stammt diese Zahl? Man findet bei der EMEA (1) den Hinweis, dass für nicht standardisierte Verfahren, insbesondere wenn Sterilisationsschritte oder aseptische Arbeitsweisen angewendet werden, mindestens drei aufeinander folgende Chargen im Produktionsmaßstab herzustellen sind. Für andere nicht standardisierte Verfahren können ein bis zwei Chargen im Produktionsmaß stab ausreichen, wenn aus der vorhergehenden Pilotphase aus reichend Daten vorhanden sind.
Die FDA hat in ihrem „Validation Guide“ (2) grundsätzlich drei Chargen für die Validierung gefordert. Und auch im EG-Leitfaden der Guten Herstellungspraxis wird im zutreffenden Anhang 15, „Zulassungsprüfung und Validierung“ (3), eine Anzahl von drei aufeinander folgenden Chargen als
„allgemein zulässig“ beschrieben.
Bei den Validierungschargen wird immer davon ausgegangen, dass diese unter routinemäßigen Bedingungen hergestellt werden. Gleichzeitig wird jedoch in den genannten Texten immer darauf verwiesen, dass die Parameter bekannt sein müssen und „die Zahl der durchgeführten Prozessläufe und die entsprechenden Beobachtungen ausreichen, um das normale Maß an Variationen und Trends feststellen zu können und um ausreichend Daten für die Bewertung zu erhalten.“(3) In den Guidelines der FDA findet man weiter den Hinweis „worstcase“ Bedingungen in die Untersuchungen einzuschließen.
An dieser Stelle tritt ein deutlicher Widerspruch zu Tage. Einerseits sollen Variationen und Trends fest gestellt werden, welche die kritischen Prozessparameter betreffen, andererseits werden 1 bis 3 Chargen gefordert.
In der Praxis wird daher häufig der Weg gegangen, dass drei Chargen hergestellt, aber keine kritischen Parameter verändert werden, auch wenn für diese in den Zulassungs unterlagen Bereiche angegeben wurden. Die Aussagekraft dürfte bei drei Untersuchungen jedoch begrenzt sein. Es ist also dem Hersteller selbst überlassen, vorab oder erst nach den Validierungschargen umfangreichere Tests zu fahren, welche die Bereiche tatsächlich abdecken und eine Aus sage über Trends erlauben.
PAT
Im September 2004 veröffentlichte die FDA eine Empfehlung, welche u.a. auch dieses Problem angeht. Unter dem Begriff Process Analytical Technologies wird ein regulatorischer Rahmen geschaffen, welcher die freiwillige Integration innovativer Technologien in die Entwicklung, Produktion und Qualitäts kontrolle von Arzneimitteln fördern soll (4). Hier wird u.a. auch auf die Strategie zur Durchführung von Versuchen eingegangen und die Anwendung der Versuchsplanung (DOE – Design of Experiments) empfohlen. Die Richtlinie über die Validierung befindet sich daher zurzeit in Revision. Eine ausführliche Empfehlung existiert daher noch nicht.
Jedoch sozusagen als Reaktion auf die PAT-Initiative wurde im CFR 490.100 (5) der Begriff Konformitätschargen (confomance batches) geprägt:
„Before commercial distribution begins, a manufacturer is expected to have accumulated enough data and knowledge about the commer cial production process to support post-approval product distribution. Normally, this is achieved after satisfactory product and process development, scale-up studies, equipment and system qualification, and the successful completion of the initial conformance batches. Conformance batches (sometimes referred to as „validation“ batches and demonstration batches) are prepared to demonstrate that, under normal conditions and defined ranges of operating parameters, the commercial scale process appears to make acceptable product. Prior to the manufacture of the conformance batches the manufacturer should have identified and controlled all critical sources of variability.“
Für Arzneimittelhersteller, die für den US-Markt produzieren wollen, entfällt damit die spezifische Forderung nach drei Konformitätschargen. Nun müssen die vorhandenen Untersuchungen so für die Beweisführung eingesetzt werden, das die kritischen Parameter und alle Ursachen ihrer Variabilität erkannt wurden und beherrscht werden. Damit sind die Entwicklung und die Produktion wieder näher zusammengerückt, denn Validierung kann nur noch als abschließender Teil der Produktentwicklung angesehen werden. Eine der Konsequenzen ist, dass die Durchführung und Planung in ein Gesamtkonzept eingeordnet wird, welches auch eine statistisch begründete Versuchsplanung enthält.
Versuchsplanung
Zum Verständnis der Vorgehensweise für die Validierung soll das Prinzip der Versuchsplanung kurz vor gestellt werden. In jedem Prozess gibt es wichtige und weniger wichtige Einflussfaktoren. Betrachtet man beispielsweise einen Fermentationsprozess, so werden beispielsweise folgende Parameter einen Einfluss ausüben:
- Temperatur
- pH-Wert im Nährmedium
- Zusammensetzung des Nährmediums
- Verhältnis Inoculum/Medium
- Durchmischung (z.B. Rührer drehzahl)
- Sauerstoffzufuhr
Je nachdem, ob die Einflussgrößen variiert werden können oder nicht, spricht man von Steuergrößen bzw. Störgrößen. Letztere müssen betrachtet werden, wenn robuste Prozesse entwickelt werden.
Für jeden Einflussfaktor ergibt sich ein Gültigkeitsbereich innerhalb erlaubter Grenzen. Berücksichtigt man im Versuch nur bestimmte Werte innerhalb dieser Grenzen, spricht man von Faktorstufen.
Nehmen wir an, dass nur die Temperatur und der pH-Wert als kritische Parameter identifiziert wurden. Wie könnten beide Faktoren in einer Validierung eingestellt werden? Um den Bereich abzudecken, entscheiden wir uns für die obere und untere Bereichsgrenze. Berücksichtigt man jetzt alle möglichen Kombinationen, so erhält man vier Versuche.
Zunächst soll demonstriert werden, wie der entsprechende Plan kon struiert wird. Dazu wird in einer Tabelle für jeden Faktor eine Spal te angelegt. Tabelle 1 enthält zu erst so viele Zeilen wie Versuche notwendig sind.
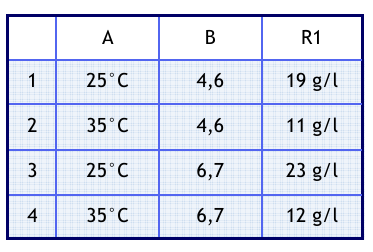
Tabelle 1: Beispiel für einen vollständigen Faktorenplan
Weiter nehmen wir folgende Werte an: Temperatur (Faktor A) im Bereich von 25°C bis 35°C; pH-Wert (Faktor B) im Bereich 4,6 bis 6,7. In der jeweiligen Zeile kann man nun die Faktorstufenkombination ablesen. In die letzte Spalte wurde außerdem ein Ergebnis (R1) für die Ausbeute eingetragen. Bei der Realisierung der Versuche ist darauf zu achten, das die Reihenfolge randomisiert wird. Zum Beispiel erhalten wir durch Auslosen die Reihenfolge: 2, 1, 3, 4
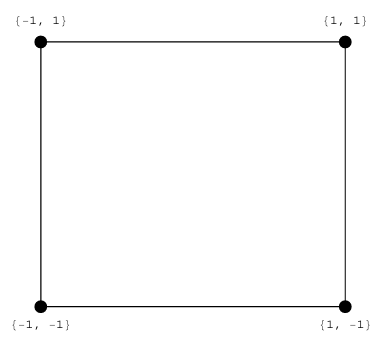
Abbildung 1: Verteilung der Versuche als Faktorenstufenkombination
Die Abbildung 1 zeigt, wie die Punkte im Versuchsraum verteilt sind. Hier wurden die Faktorstufen allgemein mit -1 für die untere und +1 für die obere kodiert. Man erkennt, dass je zwei Versuche zur Verfügung stehen, die bei einem niedrigen und einem hohen Level des betrachteten Faktors durchgeführt wurden. Will man den Effekt nun quantitativ erfassen, wird auf der unteren und der oberen Faktorstufe jeweils der Mittelwert der gemes senen Ergebnisse gebildet. An schließend bildet man die Differenz der Mittelwerte. Vergleicht man die Differenzen für die einzelnen Effekte, so erhält man eine Reihen folge. Je größer die Differenz, desto größer war auch der Einfluss des zugehörigen Faktors.
Diff A= (11+12)/2-(19+23)/2=-9
Diff B= (23+12)/2-(19+11)/2= 3
Damit folgt, dass der Einfluss des Faktors A größer ist als der des Faktors B. Weiter sieht man, dass A die Ausbeute verschlechtert, während B die Ausbeute erhöht.
Tabelle 2 zeigt die allgemeine Kodierung der Effekte und stellt gleichzeitig eine Art Rechenschema dar. Man geht so vor, dass man die kodierten Werte aus einer Spalte jeweils mit der Ergebnisspalte multipliziert, danach die Ergebnisse aufsummiert. Die Summen müssen durch die Anzahl der Werte geteilt werden, welche für die Mittelwertbildung verwendet wurden. In MS Excel lässt sich diese Berechnung schnell mit der Funktion „Summenprodukt“ ermitteln.
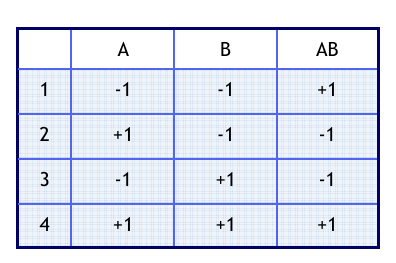
Tabelle 2: Kodierte Faktorenstufen
Die Tabelle zeigt eine weitere Spalte. Die Spalte AB ergibt sich durch die Multiplikation der Spalten A und B. Mit dem Spaltenvektor AB kann man nun die Wechselwirkungen zwischen den Faktoren nach dem gleichen Schema berechnen. Wechselwirkungen sind immer dann von Bedeutung, wenn die Veränderung eines Faktors auch einen Einfluss auf einen anderen Faktor hat. Genau dies sieht man in Abbildung 2.
Aufwandsbetrachtung
Unser Beispiel hat nur zwei Faktoren betrachtet, für welche wir einen vollständigen Faktorenplan aufgestellt haben. Will man mehr Faktoren berücksichtigen, wächst die Anzahl der Versuche exponentiell. Man kann die Anzahl der Versuche reduzieren, indem man so genannte fraktionelle Faktorenpläne aufstellt.
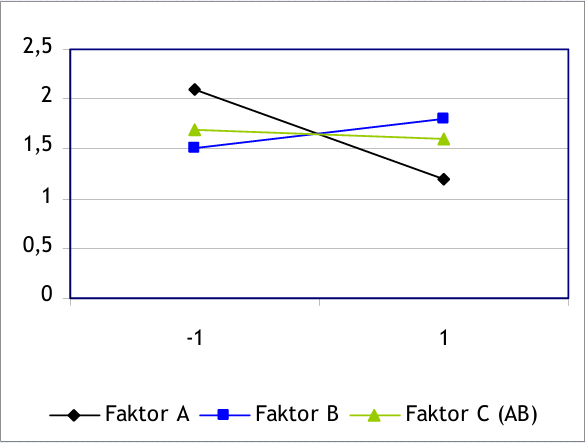
Abbildung 2: Mittelwertvergleich für die Faktoren A, B und C
Man bedient sich in diesem Falle der Wechselwirkungen. Für den Fall, dass keine Wechselwirkung zwischen A und B auftritt, kann man diese mit einem weiteren Faktor C „vermengen“. Aus der Tabelle 2 kann man in der Spalte AB ablesen, welcher Level für den Faktor C eingestellt werden muss. Auf diese Weise lassen sich 3 Faktoren mit einem Faktorenplan für zwei Faktoren untersuchen. Die Anzahl der Versuche ergibt sich wie folgt:
Diese Art der Reduktion ist sehr effizient, wird doch mit dem Vernachlässigen einer Wechselwirkung der gesamte Aufwand halbiert. Es ist jedoch wichtig, die Faktorenstufen exakt nach dem Muster in Ta belle 2 zu ermitteln, da nur auf diese Art eine gleichmäßige Verteilung im Versuchsraum erreicht wird. Folgendes Beispiel soll die Reduktion der Versuche anschaulich darstellen. Wir gehen von einem vollständigen Plan mit 3 Faktoren aus, so dass 8 Versuche nötig sind. Die Faktorenstufen in ihrer kodierten Form kann man durch Punkte eines Würfels darstellen.
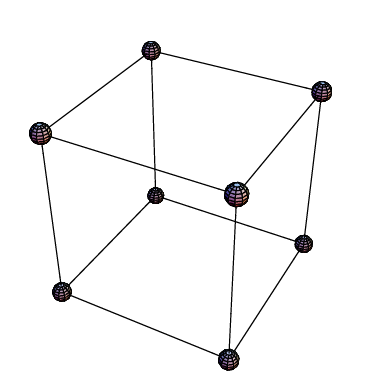
Abbildung 3: Faktorenstufenkombinationen für 3 Faktoren
Auch hier werden die Effekte dadurch ermittelt, dass Mittelwerte von allen Versuchen gebildet werden, die z.B. für Faktor A bei Level -1 und +1 durchgeführt wurden. Man kann sich das so vorstellen, dass die Ergebnisse von zwei gegenüberliegenden Würfelseiten mit einander verglichen werden. Will man nun einen reduzierten Faktorenplan aufstellen, müssen die Versuche gleichmäßig im Versuchsraum verteilt bleiben.
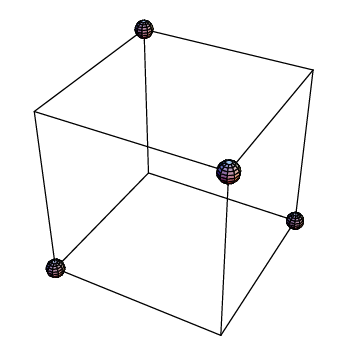
Abbildung 4: Auf jeder Würfelfläche befindet sich nach der Reduktion die gleiche Anzahl an Versuchen
Dadurch wird erreicht, dass die Anzahl der Versuche pro Würfelfläche auf allen Seiten auch nach der Reduktion gleich ist. Durch Projektion der Würfelecken erhält man die Darstellung in Abbildung 1. Auch in Versuchsplänen mit mehr als drei Faktoren ist diese Reduktion möglich. Es können sogar mehrere Wechselwirkungen mit neuen Faktoren vermengt werden. Zum Beispiel lässt sich mit den anfangs genannten sechs Faktoren ein 2(6-3) Plan konstruieren, der nur 8 Versuche benötigt.
Welche Aussagekraft haben die berechneten Effekte?
Die Höhe der berechneten Effekte ist ein Maß für die Höhe des Einflusses der Faktoren. Statistische Berechnungen werden oft durch so genannte Signifikanztests untermauert. Die Gültigkeit einer Aussage wird dadurch eingeschränkt, dass eine bestimmte Wahrscheinlichkeit angenommen wird, dass die Aussage falsch ist. Oft verwendet man Irrtumswahrscheinlichkeiten von 5, 1 oder 0,1 Prozent. Mit diesen berechnet man die 95, 99 und 99,9-prozentigen Vertrauensintervalle. Für die Berechnung von Vertrauensintervallen arbeitet man beispielsweise mit dem t-Test. Der t-Test ist jedoch nur anwendbar, wenn so genannte Freiheitsgrade existieren. Hinter der Berechnung der Effekte versteckt sich ein ma thematisches Modell, welches Parameter schätzt. Verwendet man das Modell für einen 2³-Plan, werden 8 Parameter geschätzt, d.h. genau so viele, wie auch Versuche durchgeführt werden. Dadurch bleibt kein Freiheitsgrad übrig.
Erst durch die Wiederholung von Versuchen werden Freiheitsgrade gewonnen. Weit verbreitet ist die vollständige Wiederholung eines Versuchsplans. Damit verdoppelt sich jedoch der Aufwand. Kennt man seinen Versuchsaufbau sehr gut und kann abschätzen, dass die Streuung zwischen Wiederholungen bei allen Faktorstufenkombinationen gleich ist, lässt sich der Aufwand reduzieren. In diesem Fall wird ein Einzelversuch zweimal wiederholt. Nun lässt sich die Streuung abschätzen und mit den gewonnen zwei Freiheitsgraden der t-Test durchführen und ein Vertrau ensintervall für die Effekte ange ben. Liegen die Effekte außerhalb dieser berechneten Vertrauensin tervalle für 95, 99 oder 99,9 % kann man die Aussage treffen, dass die Effekte mit dem jeweiligen Niveau signifikant sind. Bleiben die Effekte innerhalb der Vertrauensintervalle, sind die Effekte nicht von zufälligen Fehlern zu unterscheiden.
Für einen Gefriertrocknungsprozess sollen Konformitätschargen hergestellt werden. Es werden 2 Produkte hergestellt und in 5 verschiedenen Dosierungen von 2 bis 20 ml abgefüllt. Der Aufwand wird reduziert, indem hier nur die Abfüllung der größten und kleinsten Menge betrachtet wird. Die Gefriertrocknung erfolgt mit einem Standardprogramm, welches von einer kleineren Anlage übernommen wurde. Für die Dauer der Haupttrocknung wird durch das Scale-Up von einer möglichen Verkürzung der Zeit von 24 h auf 20 h ausgegangen. Die Größe der Chargen variiert nach Bedarf zwischen 10.000 und 20.000 Flaschen. Mit diesen Einflussgrößen wird ein fraktioneller Faktorenplan mit 2(4-1)=8 Versuchen festgelegt. Nun sind noch weitere Versuche zur Ermittlung der Versuchsstreuung nötig. Hierzu wird eine Faktorstufenkombination gewählt, von der man aus der Prozesskenntnis heraus die größte Streuung bei den unter suchten Ergebnissen erwartet. Die se Faktorstufenkombination wird mind. zweimal zusätzlich zum Versuchsplan realisiert. Der Versuchsplan enthält nun 10 Versuche. Wichtig ist, dass alle Versuche randomisiert werden, einschließlich der Zusatzversuche.
Als Zielgrößen werden der Wassergehalt, der Wirkstoffgehalt, dass Aussehen usw. gewählt. Nach Durchführung erfolgt die Berechnung der Effekte und Wechselwirkungen. Mit Hilfe der t-Statistik werden die Vertrauensgrenzen für die Effekte ermittelt. Jetzt lässt sich beurteilen, ob Effekte auftre ten. Im Falle der Validierung sollten die Effekte und Wechselwirkungen alle innerhalb der Vertrauensgrenzen liegen, also keinen signifikanten Einfluss haben. Damit wäre ein robuster Prozess nachgewiesen.
Literatur
1
EMEA, Note for Guidance on Process Validation, 2001
2
EMEA, Note for Guidance on Process Validation, 2001
3
EG-Leitfaden der Guten Herstel lungspraxis, Annex15, Qualification & Validation, 2001
4
FDA, Guideline on General Princi ples of Process Validation, 1987
5
FDA, PAT – A Framework for Innovative Pharmaceutical Development, Manufacturing and Quality Assurance, 2004