1 Einleitung
Die Bestimmung der Reinheitsklasse erfordert die Ermittlung der Partikelkonzentration. Mit speziell geformten Sonden wird Luft aus dem Reinraum angesaugt und mit Hilfe von Schläuchen zum Detektor eines Partikelzählers gefördert. Die Messunsicherheit wird von Faktoren wie der Detektionsgrenze des Partikelzählers, der Differenzierung der Partikel in Größenklassen, der Kalibriergenauigkeit bezüglich dieser Größenklassen, dem Grundrauschen bei der Signalverarbeitung durch die Einstrahlung elektromagnetischer Wellen, den Strömungsverhältnissen bei der Probenahme und dem Transport des Aerosols zum Sensor beeinflusst [2]. Die ISO 21501-4:2007 [11] regelt da her die Anforderungen an Partikelzähler während ISO 14644-1:2015 [1] die Vorgehensweise bei der Klassifizierung der Luftreinheit fest legt.
Bei der Ansaugung und dem Transport der Aerosolprobe treten Abscheideeffekte auf, wo durch die gemessene Partikelkonzentration niedriger als die tatsächliche ist. Der Federal Standard 209E (Anhang B40.2) [6] enthielt bereits 1992 Hinweise zur isokinetischen Probenahme und der Verweildauer in den Probenahmeschläuchen (<10 s). Seit der letzten Aktualisierung der Norm ISO 14644-1:2015 [1] findet man jetzt im Anhang C.4.1.2 eine konkrete Längenangabe:
For sampling of particles larger than and equal to 1 µm, the transit tu be length should not exceed the ma nufacturer’s recommended length and diameter, and will typically be no lon ger than 1 m in length.
Die Überwachung zum Nachweis der Reinraumleistung bezüglich Luftreinheit anhand der Partikelkonzentration wird durch ISO 14644 2:2015 [10] geregelt. Im Anhang A.4 wird auf die Effektivität der Probenahme hingewiesen u.a. findet sich folgende Anmerkung:
The use of long sample transport tubes as required by multiplexing manifold systems is inappropriate for monitoring particle sizes ≥ 5 µm.
Zur festen Installation von Monitoringsystemen werden Strecken von mehreren Metern überbrückt sowie vielfach Bögen und Kupplungen eingesetzt. Weiter findet man verschieden de Schlauch- und Rohrdurchmesser zwischen 1/8″ bis 3/4″ in Gebrauch. Die genannten Parameter haben einen Einfluss auf den Transport der Probe zum Partikelzähler. Mit diesem Report soll der Probenahmefehler bei der Reinheitsklassenbestimmung mit mobilen und fest installierten Partikelzählern quantitativ abgeschätzt werden. Dabei wird auf Berechnungsmodelle aus der Literatur zurückgegriffen. Es werden zuerst die Abscheideeffekte einzeln untersucht und danach kombiniert. Um einen direkten Vergleich zur Definition der Reinheitsklassen nach ISO 14644 1:2015 [1] vorzunehmen, wird die kumulative Darstellung der Verteilungsfunktion eingeführt. Danach wird eine normierten Darstellung des kumulativen Durchdringungsgrades vorgestellt und der Probenahmefehler für einige Beispiele berechnet.
2 Abscheideeffekte
2.1 Durchdringungsgrad
Der Übersichtsartikel von Brockmann [4] nennt mehrere Mechanismen für die Abscheidung von Partikeln:
1.Kraftfelder
a) Gravitation
b) Trägheit/Beschleunigung
- im geraden Rohr
- in Bögen
- an Querschnittsveränderungen
c) Elektrische Felder
2.Konzentrationsunterschiede
- a) Diffusion durch Brownsche Molekularbewegung
- b) Thermophorese
- c) Diffusophorese
Davon werden hier folgende Abscheideeffekte berücksichtigt:
- 1. Trägheit im geraden Rohr
- 2. Trägheit in Bögen
- 3. Trägheit Querschnittsveränderungen
- 4. Diffusion durch Brownsche Molekularbewegung
Auf eine vollständige Herleitung der Berechnungsgleichungen wird hier verzichtet. Diese können folgenden Veröffentlichungen entnommen werden: Baron und Willeke [3], Brockmann [4], Friedlander [7], Hinds [9], Liu und Agarwal [12], Pui u.a. [13], Vauck und Müller [14], Willeke und Baron [15], Ye und Pui [16]. Bei hohen Abscheidegraden wird oft der Durchdringungsgrad P (engl. pass through, penetration) verwendet. Dieser stellt anschaulich dar, welche Partikel einen Abscheider passieren [5]. In der deutschen Fachliteratur wird der Begriff auch im Zusammenhang mit der Probenahme verwendet [8]. Abscheide- und Durchdringungsgrad sind wie folgt miteinander verknüpft.
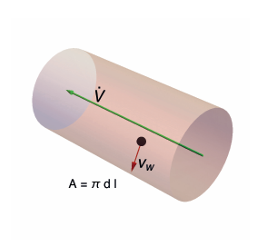
Abb. 1: Transportgeschwindigkeit zur Wand
der Begriff auch im Zusammenhang mit der Probenahme verwendet [8]. Abscheide- und Durchdringungsgrad sind wie folgt miteinander verknüpft.

Der dimensionslose Abscheidegrad ε (engl. effectiv removal, efficiency) wurde von den zi tierten Autoren entweder mit Hilfe einer Trans portgeschwindigkeit vWand in Richtung der Schlauchwand mit der Fläche A = πdl aus dem Gasvolumenstrom ˙ V hergeleitet (Abb. 1) oder empirisch aus experimentellen Daten ermittelt.
2.2 Diffusion
Im Bereich sehr kleiner Partikel, muss die Kontinuität des Gases als Annahme verworfen werden. Die Gasmoleküle stoßen ständig aufeinander. Sie können sich nur für eine bestimmte Zeit ungestört entlang der freien Weglänge bewegen. Die Gasmoleküle stoßen wiederum mit den dispergierten Partikeln zufällig zusammen. Die resultierende Partikelbewegung entspricht der Brownschen Bewegung. Die relative Geschwindigkeit zwischen dem Gas und der Partikeloberfläche ist von Null verschieden, so dass in die Berechnung des Diffusionskoeffizients die so genannte Cunningham-Korrektur eingeht.
Der Stofftransport wird mit Hilfe einer dimensionslosen Kennzahl ausgedrückt, der Sherwood-Zahl Sh, welche durch die Strömungsverhältnisse und Gaseigenschaften geprägt ist. Die Sherwoodzahl wird berechnet als Funktion der Reynolds- und der Schmidtzahl.

Mit Hilfe des Diffussionskoeffizienten D, des Innendurchmessers di und der Sherwoodzahl Sh wird die Transportgeschwindigkeit vdiff er mittelt.

Damit erhält man den Durchdringungsgrad in einem Rohr der Länge l und der Geschwindigkeit der Rohrströmung u wie folgt:
Da praktisch alle Partikelzähler mit einem konstanten Volumenstrom von 28,3 l/min arbeiten, ist die Strömungsgeschwindigkeit u
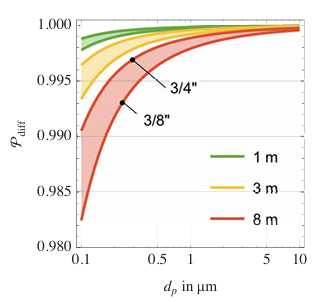
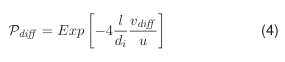
Abb. 2: Durchdringungsgrad bei Diffusion
nur vom gewählten Schlauchdurchmesser abhängig und die folgenden Überlegungen zur Abscheidung im Schlauch können auf die meisten kommerziell erhältlichen Partikelzähler angewendet werden. Die ISO 14644 1:2015 [1] empfiehlt eine Schlauchlänge von kleiner gleich 1 m. Als Beispiel für einen Partikelzähler wurde das Gerät Lasair III (PMS) ausgewählt. Im Lieferumfang befindet sich ein Schlauch mit einem Durchmesser von 3/8″und einer Länge von 3 m. Gemäß Bedienungsanleitung ist die Verwendung von Schläuchen bis zu 8 Metern Länge mit Innendurchmessern von 3/8″, 1/2″ und 3/4″ zulässig. Die Abb. 2 zeigt den berechneten Diffusions Durchdringungsgrad für die drei genannten Schlauchlängen jeweils für den kleinsten und größten zulässigen Schlauchdurchmesser.
Erwartungsgemäß werden umso mehr Partikel abgeschieden, desto länger der Schlauch ist. Ebenso nimmt die Abscheidung mit steigendem Innendurchmesser ab. Die Kombination des kleinsten Durchmessers mit der größten Länge bewirkt einen Probenahmefehler bei 0,5 µm von höchstens 0,4 %. Nach ISO 21501 4:2007 [11] sind ± 5% als Messunsicherheit bei der Durchflussrate (Volumenstrom) von Partikelzählern zulässig, d.h. es erreichen 5 % mehr oder weniger Partikel den Sensor und verfälschen das Ergebnis entsprechend. Somit kann man den Probenahmefehler durch Diffusion als vergleichsweise unbedeutend einstufen.
2.3 Turbulente Strömung in geraden Rohren
In einer turbulenten Strömung stoßen die Partikel häufiger gegeneinander und werden in Richtung der weniger turbulenten Strömung getrieben. Partikel mit einer hohen Trägheit können die laminare Grenzschicht bis hin zur Wand durchdringen und werden dort abgeschieden. Die Transportgeschwindigkeit zur Wand vtube wird mit Hilfe der Reynolds-Zahl Re, der Stokes-Zahl Stk und der Geschwindigkeit u des Gases im Schlauch wie folgt formuliert:

Der Durchdringungsgrad infolge der Abscheidung durch turbulente Bewegung in geraden Schläuchen kann damit wie folgt berechnet werden:

Abb. 3 zeigt den berechneten Durchdringungsgrad für verschiedene Schlauchdurchmesser und Schlauchlängen. Bei einem Durchmesser von 3/8″ ist eine Abscheidung für Partikel der Größe 5,0 µm von bis zu 20% zu beobachten, d.h. dieser Abscheideeffekt darf nicht vernachlässigt werden.
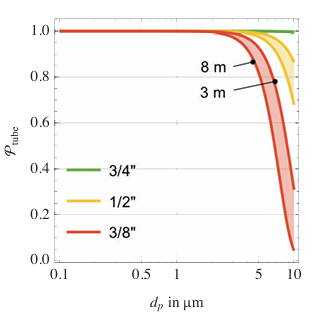
Abb. 3: Durchdringungsgrad bei turbulenten Strömung
2.4 Rohrbögen
In Rohrbögen ist die Abscheidung durch Trägheit abhängig von der Geometrie des Bogens (Radius und Winkel) sowie den Wechselwirkungen der Partikel mit dem dispergierenden Gas und des Gases mit der Rohrwand. An handexperimenteller Daten wurde von Pui u.a. [13] eine Korrelation ermittelt, in welcher der Durchdringungsgrad von der Stokes-Zahl Stk und dem Biegewinkel φ abhängt, jedoch nicht von der Reynolds-Zahl und nicht vom Biegeradius. Die Gültigkeit beschränkt sich auf Anwendungsfälle, in denen der Biegeradius mindestens um Faktor vier größer als der Innendurchmesser des Rohres ist (rB/di> 4). Von den o.g. Autoren wird die empirische Gleichung für den Durchdringungsgrad von Bögen wie folgt angegeben:
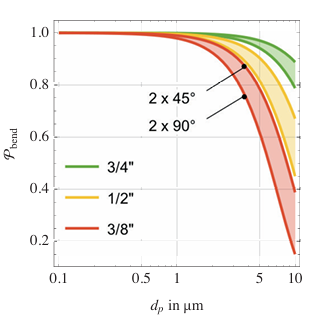
Abb. 4: Durchdringungsgrad als Folge von Ab scheidung in Bögen
Abb. 4 zeigt den Durchdringungsgrad für verschiedene Schlauchdurchmesser und zwei Bögen. Die Grenzen der Bereiche werden durch die Krümmung der Bögen (45°oder 90°) markiert. Selbst bei großen Schlauchdurchmessern (grün dargestellt), beträgt die Abscheidung für die Partikelgröße 5,0 µm noch ca. 5 %. Der Durchdringungsgrad sinkt um bis zu 40 % für eine Schlauchlänge von 8 m und einen Durchmesser von 3/8″(rot dargestellt). Der Abscheideeffekt durch Bögen hat demnach einen sehr großen Einfluss auf die Probenahme.
2.5 Querschnittsveränderungen
Änderungen des Querschnitts bewirken kurzfristig eine Änderung der Strömungsrichtung. Es kommt zu einer Verwirbelung des Gasstroms, d.h. die Partikel können dem Strom nur begrenzt folgen und werden teilweise ab geschieden. Der umgekehrte Fall der Aufweitung des Durchmessers führt ebenso wie die Verengung zu einem Druckverlust, jedoch können sich die Partikel nun freier bewegen und die Abscheidung ist vernachlässigbar. Brockmann [4] gibt eine empirisch ermittel te Korrelation für die Abscheidung an Quer schnittsänderungen an, in welche die Durch messer vor (d1) und nach (d2) der Verengung eingehen. Die dimensionslose Größen cx und w wurden von dem Autor aus experimentellen Daten abgeleitet.
In Abb. 5 ist der Durchdringungsgrad für verschiedene Kombinationen von Querschnitten dargestellt. Bei einer Änderung ausgehend von einem großen Durchmesser (3/4″) beginnt eine deutliche Abscheidung erst ab ca. 15 µm. Alle Kurven zeigen bei etwa 20 µm eine Abscheidung von mind. 20 %. Bei ca. 50 µm bewirken Querschnittsänderungen eine Verringerung des Durchdringungsgrads von 50 % bis 80 %mit steigendem Kontraktionsverhältnis. Ein ähnliches Bild ergibt sich, wenn der Ausgangsdurchmesser auf 1/2″ verringert wird. Allerdings beträgt die Abscheidung bei 10 µm bereits 20 %.
Startet man mit dem kleinsten Durchmesser von 3/8″ und geht auf 1/4″, so beginnt eine merkliche die Abscheidung bei ca. 4 µm und beträgt bei 10 µm schon 40%. Dieser Abscheideeffekt sollte bei einer Verringerung des Durchmessers auf 1/4″ berücksichtigt werden.
3 Kombination von Abscheideeffekten
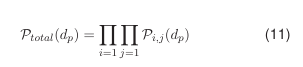
Die Durchdringungsgrade in einem Schlauchabschnitt können als Wahrscheinlichkeiten aufgefasst werden, dass ein Partikel einer bestimmten Größe das Rohr passieren kann. Im Sinne einer UND-Verknüfung werden diese Wahrscheinlichkeiten miteinander multipliziert. Die gesamte Durchdringung in einem Schlauchabschnitt mit dem Index j ergibt sich für i Abscheideeffekte wie folgt:

Betrachtet man nur einen bestimmten Abscheideeffekt, so ergibt sich die Wahrscheinlichkeit einer Passage durch alle j Schlauchabschnitte ebenfalls durch Multiplikation.
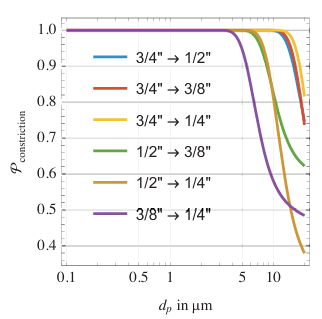
Abb.5: Verringerter Durchdringungsgrad verursacht durch Querschnittsverengungen
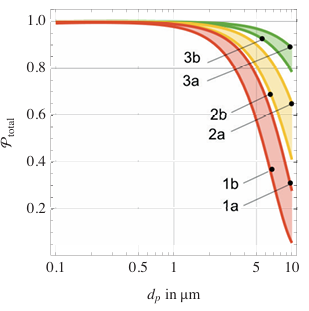
Abb.6: Gesamtdurchdringungsgrad für die Parameterkombinationen nach Tab.1
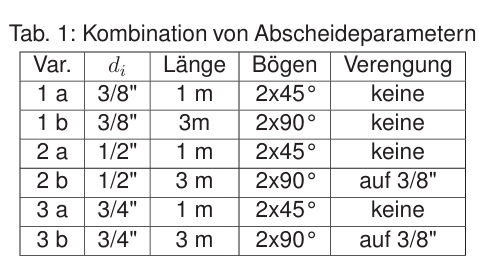
Tab 1 listet Kombinationen der Verlegung für verschiedene Schlauchdurchmesser auf, und zwar bei der Verlegung von zwei Bögen, verschiedenen Schlauchlängen und einer Querschnittsverengung. Abbildung 6 zeigt die zugehörigen Ergebnisse. Die Grenzen der Bereiche werden durch die Krümmung des Bogens von 45° bei einer Schlauchlänge von 1 m und der Krümmung von 90° bei einer Länge von 3 m und einer Verengung auf 3/8 Zoll markiert. Wie erwartet, führt Parameterkombination 1b zum schlechtesten und 3a zum besten Gesamtdurchdringungsgrad.
4 Kumulative Betrachtung
Eine Reinheitsklasse ist so definiert, dass die Anzahl aller Partikel, die größer oder gleich einer definierten Partikelgröße sind, nicht überschritten werden darf.
Eine Reinheitsklasse ist so definiert, dass die Anzahl aller Partikel, die größer oder gleich einer definierten Partikelgröße sind, nicht überschritten werden darf. Als einfache Näherung dieser kumulativen Häufigkeitsverteilung hat sich eine Potenzverteilung durchgesetzt. Die Norm ISO 14644-1:2015 [1] gibt diese mit der Gleichung 12 an. Darin bedeuten N die ISO-Klasse und dp die Partikelgröße in µm.
Es ist zu beachten, dass die Verteilungsfunktion eines Aerosols in der Statistik so definiert ist, dass sie für alle Partikel kleiner einer bestimmten Partikelgröße gilt. Beide Definitionen sind gemäß Gleichung 13 miteinander verknüpft.
Somit erhält man die Verteilungsfunktion einer Reinheitsklasse aus der Umformung von Gleichung 12.

Der Durchdringungsgrad wurde hier bisher für Partikel einer bestimmten Partikelgröße angegeben. Kennt man die Häufigkeitsdichte der Partikel in dem zu prüfenden Aerosol, lässt sich die zahlenmäßige Verringerung der Partikel aus der Multiplikation der relativen Häufigkeit (Verteilungsdichte bei dp) und des Durchdringungsgrads für jede Partikelgröße dp berechnen. Diese Werte können noch nicht mit einer Reinheitsklasse verglichen werden. Dazu benötigt man die Verteilungsfunktion C(<dp) des Aerosols im Reinraum. Unter der Annahme, dass das Aerosol im Raum exakt die Definition einer bestimmten Reinheitsklasse erfüllt, kann Gleichung 14 zur Berechnung verwendet werden. Die Verteilungsdichte c(dp) erhält man dann durch Bildung der ersten Ableitung nach dp.
Nun kann die Verteilungsdichte einer Partikelgröße d p mit dem Durchdringungsgrad bei dieser Größe multipliziert werden. Anschließend wird durch Integration von Null bis kleiner als die Partikelgröße der Wert der Verteilungsfunktion C real (<dp ) berechnet. Vertauscht man die Integrationsgrenzen von der Partikelgröße bis unendlich (siehe Gleichung 17), spart man sich den Umweg der Rückrechnung über Gleichung 13. So erhält man eine kontinuierliche Kurve der realen kumulativen Häufigkeitsverteilung Creal (≥dp ), welche sich direkt mit der Reinheitsklasse vergleichen lässt.
Tab. 2: Abweichung von der Reinheitsklasse bei verschiedenen Schlauchdurchmessern und Reynoldszahlen.
Die berechnete, reale Verteilung stellt sich im doppelt logarithmischen Netz nicht mehr als Gerade dar, wie es für die Reinheitsklassendefinition der Fall ist. Die Kurve weicht mit zunehmender Partikelgröße von der Reinheitsklasse ab. Die so verzerrte Kurve liegt unterhalb der zu bestimmenden Reinheitsklasse. Das heißt, eine fehlerhafte Messung suggeriert eine bessere Reinheitsklasse, als tatsächlich vorhanden ist.
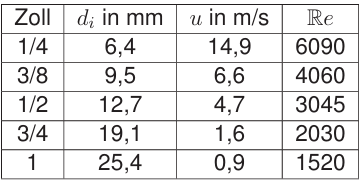
Die Kurve soll zuerst gemäß Angabe der ISO 14644 für eine Schlauchlänge mit 1m berechnet werden. In der ISO 14644-1 ist kein Schlauchdurchmesser vorgegeben, so dass die Berechnung für die üblichen fünf Durchmesser durchgeführt wurde. In Tab. 2 sind die Schlauchdurchmesser in Zoll (Spalte 1) und Millimeter (Spalte 2) angegeben. Da der Volumenstrom konstant ist, herrschen unterschiedliche Strömungsgeschwindigkeiten (Spalte 3), woraus sich die entsprechenden Reynoldszahlen ergeben (Spalte 4).
Die Ergebnisse für ISO 8 zeigt Abb. 7. Markant ist, dass bei Reynoldszahlen unter 3045 die Abscheidung für die Praxis im Bereich von 0,5 bis 5,0 µm vernachlässigbar ist. In der Strö mungstechnik gilt die Grenze von Re = 2330 für den Umschlag von linearer in eine turbu lente Strömung. Scheinbar ist der Umschlag zur turbulenten Strömung ein ähnlicher Orientierungspunkt für die Ausprägung der Abscheideeffekte von Partikeln bei der Probenahme.
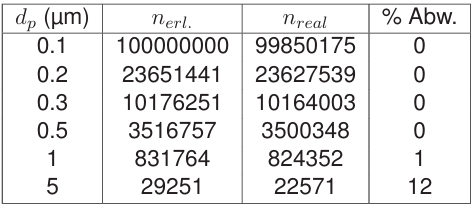
Die Abb. 8 zeigt die Situation für die ISO Klassen 5 bis 8. Die prozentualen Abweichungen zwischen definierter Reinheitsklasse und real gemessener sind für alle ISO-Klassen gleich. Daher genügt es die Quantifizierung des Probenahmefehlers anhand der ISO-Klasse 8 abzuschätzen. Die Tabelle 3 listet die erwarteten und real ermittelten Partikelzahlen für einen geraden Schlauch mit einer Länge von 1 m und einem Durchmesser von 3/8″ auf. Der Probenahmefehler beträgt für Partikel größer gleich 5 µm noch ca. 12 %.
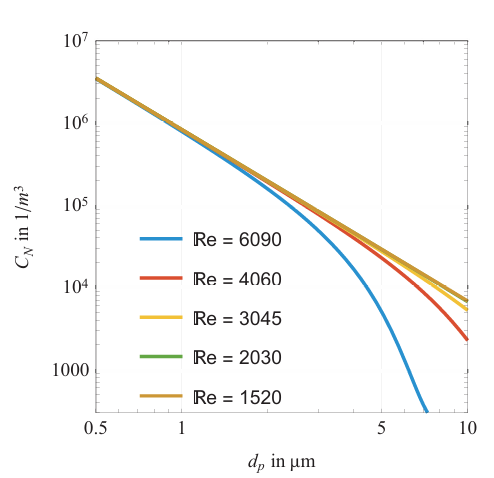
Abb. 7: Reale Reinheitsklasse ISO 8 bei versch. Reynoldszahlen und Schlauchlänge 1 m ohne Bögen und Querschnittsverengungen
Die Tab. 4 soll verdeutlichen, wie der Probenahmefehler bei einer Verringerung des Innendurchmessers auf 1/4″ zunimmt. Es tritt eine Reduktion der Partikel größer gleich 1,0 µm um ca. 5% und für Partikel größer gleich 5,0 µm um ca. 83% auf. Bezüglich der Partikelgröße 5,0 µm wird die Partikelanzahlkonzentration nahe zu um eine Klasse „besser“ gemessen.
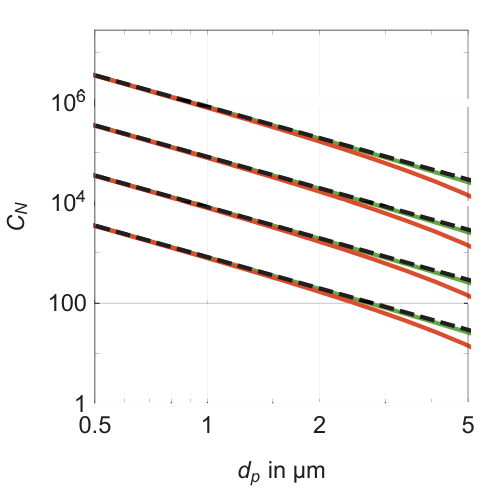
Abb. 8: Reale Reinheitsklasse ISO 5 bis 8
Tabelle 3: Erforderliche Klassengrenzen und berechnete Partikelzahlen für ISO-Klasse 8 bei Schlauchlänge 1 m und Innendurchmesser 3/8″
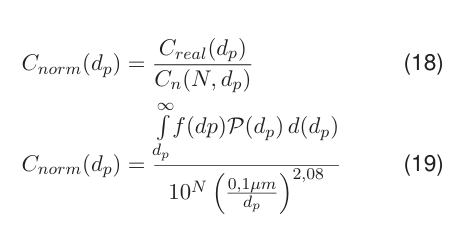
5 Normierte Darstellung des Probenahmefehlers
Im vorherigen Abschnitt wurde gezeigt, welche reale kumulative Verteilung sich durch die Abscheidung im Schlauch einstellt. Die prozentuale Quantifizierung musste jedoch immer durch konkrete Berechnungen für die einzelnen Partikelgrößen ermittelt werden. Bildet man den Quotienten aus realer und kumulativer Verteilung, erhält man direkt eine normierte Darstellung des Probenahmefehlers.
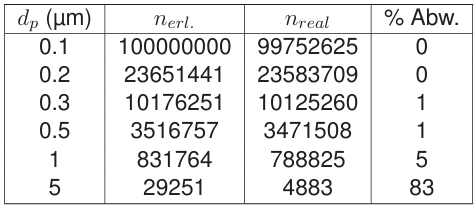
Tabelle 4: Erforderliche Klassengrenzen und berechnete Partikelzahlen für ISO-Klasse 8 bei Schlauchlänge 1 m und Innendurchmesser 1/4″
Die in Abbildung 9 dargestellten Varianten wurden mit den Parameterkombinationen der Tabelle 1 berechnet. Durch den Vergleich der Abbildungen 6 und 9 lässt sich der Vorteil der normierten kumulativen Darstellung erkennen. Anstatt nur eine Verringerung des Durchdringungsgrades zu sehen, kann nun der Probenahmefehler des betrachteten Systems für alle Partikelgrößen direkt in Prozent abgelesen werden.
6 Beispielrechnungen
Die ISO 14644-2:2015-12 [10] legt die Gestaltung von Monitoring-Systemen fest. In Abschnitt A.4.2 wird gefordert, dass die Probenahmeeffizienz für die gewählten Partikelgrößen abgeschätzt werden muss. Insbesondere für Partikel ≥5,0 µm werden lange Transportwege als ungeeignet bezeichnet. Es wird dabei nicht explizit auf Bögen und Schlauchdurchmesser hingewiesen, jedoch implizit in Abschnitt B.3.2.3.
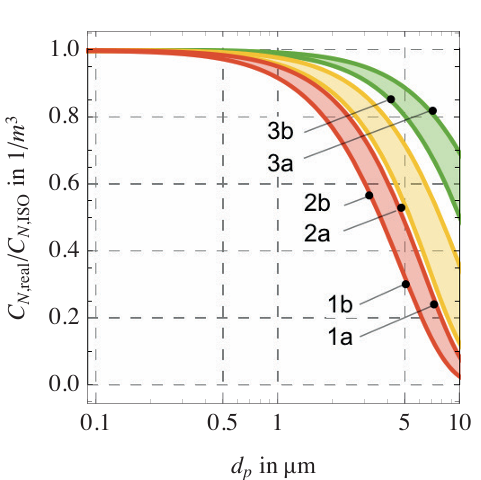
Abb. 9: Normierte, kumulative Darstellung des Probenahmefehlers mit den Parametern aus Tab. 1
Treten Partikelzahlen auf, welche deutlich unter den erwarteten Grenzen für die überwachte Reinheitsklasse liegen, sollte nach ISO 14644-2 eine Untersuchung vorgenommen werden. Die Ursache könnte unter anderem im Probenahmesystem liegen. Dies lässt sich mit der hier vorgestellten Methode prüfen. Folgende Konfigurationen von Monitoring-Systemen sollen beispielhaft bewertet werden:
- A) ein langer Schlauch von 30 m, Durchmesser 3/4″ mit sechs 90°-Bögen zu einem entfernten Partikelzähler
- B) ein langer Schlauch von 10 m, Durchmesser 1/2″ mit drei 90°-Bögen zu einem Partikelzähler im Nachbarraum
- C) ein kurzer Schlauch von 0.5 m, Durchmesser 3/8″ mit zwei leichten 15° Umlenkungen durch Schlauchversatz zwischen Sonde und Partikelzähler im selben Raum
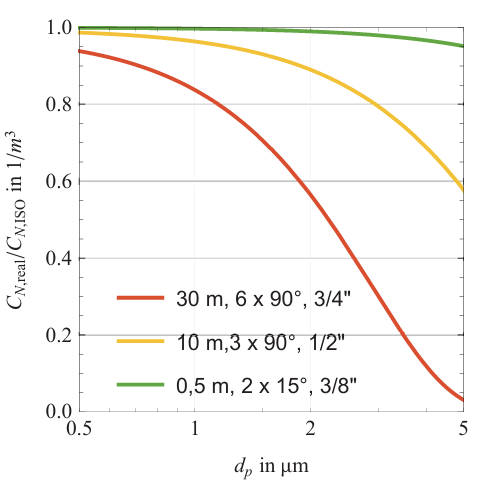
Abb. 10: Normierte, kumulative Darstellung des Probenahmefehlers für drei ausgewählte Monitoring-Systeme
In Abb. 10 ist deutlich zu erkennen, dass die Konfiguration A trotz des Innendurchmessers von 3/4″ zu einem deutlichen Probenahmefehler für Partikel größer gleich 5,0 µm von ca. 95 % führt. In der Konfiguration B wurde bei der Verlegung ein kleinerer Innendurchmesser von 1/2″ gewählt und die Anzahl der Bögen durch optimierte Verlegung halbiert. Der Probenahmefehler beträgt hier immer noch ca. 40 %. Die Konfiguration C zeichnet sich durch eine kurzen Schlauch und kleine Biegewinkel aus. Der Probenahmefehler verringert sich auf einen akzeptablen Wert von ca. 5 %. Bezüglich der Partikelgröße größer gleich 0,5 µm beträgt der Probenahmefehler für alle Konfigurationen maximal ca. 5 %, also kleiner oder gleich als die von ISO21501-4:2007-05 [11] erlaubte Toleranz des Volumenstroms von Partikelzählern.
7 Zusammenfassung
Es wurde die Verringerung des Durchdringungsgrades in Probenahmeschläuchen in Folge von Diffusion, turbulenter Bewegung, Trägheit in Bögen und Querschnittsverengungen gezeigt. Zur Abscheidung tragen hauptsächlich die turbulente Bewegung und die Trägheit in Bögen bei. Der Durchdringungsgrad wird bei üblichen Systemen für Partikelgrößen ab 1 µm verringert. Bei Partikeln größer gleich 5,0 µm muss jedoch immer mit einem Probenahmefehler gerechnet werden.
Durch die kumulative Berechnung des Durch dringungsgrades konnte ein direkter Vergleich zwischen der Verteilungsfunktion gemäß Reinheitsklassendefinition und der durch die Partikelabscheidung real zu erwartenden Verteilungsfunktion vorgenommen werden. Die Kurven der Reinheitsklassendefinition werden da bei mit wachsender Partikelgröße zunehmend verzerrt, woraus eine falsch positive Bestimmung der Reinheitsklasse resultiert. Bei ungünstiger Wahl des Probenahmesystems kann bezüglich der Partikelgröße 5,0 µm der Fehler in der Größenordnung einer Reinheitsklasse liegen.
Die ISO 14644-1 gibt in ihrer letzten Aktualisierung 2015 konkrete Hinweise zur Länge von Schläuchen, welche bei der Probenahme zulässig sind. Es wurde hier gezeigt, dass die Bestimmung der Reinheitsklasse für Partikel größer gleich 5,0 µm immer fehlerbehaftet ist, sofern Schläuche eingesetzt werden. Der Probenahmefehler lässt sich reduzieren, indem die Entfernung zwischen Probenahmesonde und Partikelzähler klein und der Innendurchmesser des Schlauches groß gewählt werden. Die beste Wahl besteht in einer Probenahmesonde, die ohne Schlauch direkt auf den Partikelzähler aufgesetzt wird.
Da die Abscheidung von Partikeln in Schläuchen stark von den Strömungsbedingungen abhängt, reicht die bloße Angabe einer Schlauchlänge nicht aus. Für eine zuverlässige Auslegung sollte daher der Turbulenzgrad mithilfe der Reynolds-Zahl ermittelt und kontrolliert werden. Aktuell bietet die ISO 14644-2 nur vage Hinweise zur Installation von Monitoring-Systemen. Sie geht nicht explizit auf die Verlegung im Hinblick auf die Vermeidung von Bögen und Querschnittsverengungen ein. Basierend auf den vorliegenden Berechnungen lässt sich jedoch ableiten, dass Partikelzähler idealerweise direkt am Probenahmeort mit angeschlossener Sonde verwendet werden sollten. Sollte die Verwendung von Schläuchen unvermeidlich sein, insbesondere bei der Überwachung von Partikeln ≥5,0 µm, müssen die Alarmgrenzen entsprechend der Verringerung des Durchdringungsgrades nach unten korrigiert werden. Die Berechnung des normierten kumulativen Durchdringungsgrades vereinfacht die Auslegung des Probenahmesystems erheblich. Mithilfe des normierten Diagramms kann der Probenahmefehler für jede Partikelgröße und für jede beliebige Reinheitsklasse direkt abgelesen werden.
Literatur
1
ISO 14644-1:2015-1 Cleanrooms and as sociated controlled environments- Part 1: Classification of air cleanliness by particle concentration
2
BARON,PA.;WILLEKE, K: Factors Affecting Aerosol Measurement Quality. In: BARON, A. (Hrsg.): Aerosol Measurement Principles, Techniques, and Applications. New York : Van Nostrand Reinhold, 1993, Kap. 8, S. 23–40
3
BARON,PA. ;WILLEKE, K: Gas and Par ticle Motion. In: WILLEKE, P.A. (Hrsg.): Aerosol Measurement- Principles, Tech niques, and Applications. New York : Van Nostrand Reinhold, 1993, Kap. 3, S. 23 40
4
BROCKMANN, J E.: Sampling and Transport of Aerosols. In: WILLEKE, P.A. (Hrsg.): Aersol Measurment- Principles, Techniques, and Applications. New York : Van Nostrand Reinhold, 1993, Kap. 6, S. 77–111
5
DIALER, K ; ONKEN, U ; LESCHONSKI, K.: Grundzüge der Verfahrenstechnik und Reaktionstechnik. 1st. München : Carl Hanser Verlag, 1984
6
FEDSTD209E: Airborne Particulate Cle anliness Classes In Cleanrooms and Clean Zones. 1992
7
FRIEDLANDER, Sheldon K.: Smoke, Dust, and Haze- Fundamentals of Aerosol Dynamics. New York : Oxford University Press, 2000
8
GAIL, L. ; GOMMEL, U. ; HORTIG, H.-P.: Reinraumtechnik. 3. Aufl. Heidelberg : Springer, 2012
9
HINDS, W C.: Aerosol Technology Properties, Behavior, and Measurement of Air borne Particles. 1st. New York : John Wiley & Sons, 1982
10
ISO14644-2:2015-12: Cleanrooms and associated controlled environments- Part 2: Monitoring to provide evidence of cle anroom performance related to air clean liness by particle concentration
11
ISO21501-4:2007-05: Determination of particle size distribution- Single particle light interaction methods- Part 4: Light scattering airborne particle counter for clean spaces
12
LIU,BYH. ;AGARWAL, J K.: Experimental observation of aerosol deposition in tu bulent flow. In: J. Aerosol Sci. 5 (1974), S. 144–55
13
PUI, D Y H. ; F, Romay-Novas ; LIU,B YH.: Experimental study of particle deposition in bends of circular cross section. In: Aerosol Sci. Technol. 7 (1987), S. 301–15
14
VAUCK, RA. ;MÜLLER, H A.: Grund operationen chemischer Verfahrenstechnik. Leipzig : Deutscher Verlag für Grundstoffindustrie, 1992
15
WILLEKE, K (Hrsg.) ; BARON, P A. (Hrsg.): Aerosol Measurement- Principles, Techniques, and Applications. New York : Van Nostrand Reinhold, 1993
16
YE ,Y; PUI, D Y H.: Particle deposition in a tube with an abrupt contraction. In: J. Aerosol Sci. 21 (1990), Nr. 1, S. 29–40
1 Problemstellung
Zur Vermeidung der Produktkontamination durch gasgetragene, partikuläre Verunreinigungen werden in der Reinraumtechnik HEPA Filter (High Efficiency Particulate Air– Filter) eingesetzt. Erst durch die hohen Abscheidegrade von mehr als 99,9% können Produktschutz und die in den Normen [4] und Richtlinien [3] angegebenen Partikelanzahlkonzentrationen für besonders reine Bereiche erreicht werden.
Die Abscheideleistung der HEPA-Filter wird beim Filterhersteller gemäß DIN EN 1822 1 [1] bei definierten Bedingungen, insbesondere einer definierten Filteranströmgeschwindigkeit von 0,45 m/s, ermittelt. Im späteren Betrieb können jedoch andere Anströmgeschwindigkeiten vorliegen, teilweise bedingt durch Schwankungen der Antriebsleistungen der Ventilatoren oder bedingt durch die lokal gegebene Einbausituation, beispielsweise in einem Druck-Plenum.
Aus der Filtertheorie [7] und aus experimentellen Untersuchungen [6] ist bekannt, dass die Abscheideleistung von HEPA-Filtern mit zu nehmender Filteranströmgeschwindigkeit ab nimmt. Darüber hinaus verschiebt sich die Most Penetrating Particle Size (MPPS) zu kleineren Partikelgrößen hin.
Im Rahmen dieses Technical Reports wer den der Einfluss der Filteranströmgeschwindigkeit auf die Abscheideleistung von HEPA Filtern und der Einfluss auf das Erreichen der Reinheitsklasse aufgezeigt.
2 Vorgaben aus Normen und Richtlinien
2.1 Reinraum-Klassifizierung
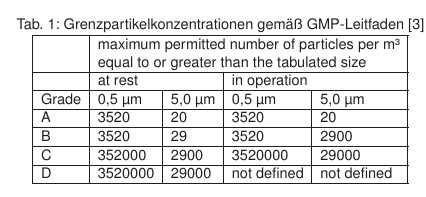
Gemäß GMP-Leitfaden [3] werden Reinräume in die vier Klassen A, B, C und D unterteilt. Zusätzlich wird in die Betriebszustände „at rest“ und „in operation“ unterschieden. In Tabelle 1 sind die im GMP-Leitfaden für das Erreichen der jeweiligen Reinheitsklassen vorgegebenen Partikelanzahlkonzentrationen aufgeführt. In der ISO 14644-1 [4] ist eine feinere Unterteilung zu finden. Die Grenz Partikelanzahlkonzentrationen werden anhand Gleichung 1 ermittelt.
N ist die Reinheitsklasse, D ist die betrach tete Partikelgröße in µm. Die Reinheitsklasse kann mit einer Nachkommastelle angegeben werden. Für N = 5, ISO-Klasse 5, ergibt sich eine Partikelanzahlkonzentration pro m³ von 3520, was dem Grade A gemäß GMP Leitfaden entspricht. Bei der Reinheitsklassenbestimmung wird in den Reinräumen an einer von der Grundfläche abhängigen Anzahl von Messpositionen die Partikelkonzentration ermittelt. Aus dem Mittel wert wird die Reinheitsklasse bestimmt [4]. Üblicherweise wird beim Einsatz von HEPA Filtern vor der Reinheitsklassenbestimmung die Strömungsgeschwindigkeit und deren Gleichmäßigkeit bewertet sowie ein Filter Integritätstest durchgeführt. Entsprechende Tests sind in der ISO 14644-3 [5] beschrieben. Die Bewertung der Strömungsgeschwindigkeit und der Gleichmäßigkeit erfolgt auf der Reingasseite des Filters anhand einer Netzmessung. Für A-Bereiche ist ein Richtwert von0,45 m/s mit einer Schwankungsbreite von ± 20 %(0,36 m/s bis 0,54 m/s) vorgegeben. Beim Filter-Integritätstest werden auf der Rohgasseite des Filters Partikel aufgegeben und das gesamte Filter auf der Reingasseite abgescannt. Es handelt sich jedoch nicht umeine Wiederholung des vom Filterhersteller durchgeführten Tests für die Filterklassifizierung. Vielmehr soll bei diesem Test die Funktionsfähigkeit des Filters nach Einbau nach gewiesen werden. Die Bewertung erfolgt auch nicht bei der Most Penetrating Particle Size (MPPS).
Zur Bestimmung der Partikelanzahlkonzentrationen werden Streulichtmessgeräte eingesetzt. Dieser Gerätetyp bietet eine ausreichen de Messgenauigkeit im Partikelgrößenbereich von 0,3 µm bis 5,0 µm und eignet sich somit für Reinheitsklassenbestimmungen von Reinräumen und reinen Bereichen im pharmazeutischen Umfeld, da gemäß GMP-Leitfaden die Anzahlkonzentrationen bei den Partikelgrößen 0,5 µm und 5,0 µm zu bestimmen ist. Bei kleineren Partikeln im Größenbereich unter 0,1 µm kann von der Auswerteeinheit das auf die Partikel-Streuung zurückzuführende Signal jedoch nicht mehr vom Grundrauschen unterschieden werden. In diesem Größenbereich werden daher bevorzugt Kondensations Kern-Zähler eingesetzt, wie es üblicherweise auch bei der Filterklassifizierung gemäß DIN EN 1822 [1] der Fall ist. Bei Partikeln größer 5,0 µm führen in erster Linie Abscheideverlus te in den Zuführungsleitungen zum Abfall der Messgenauigkeit [8]. Ein typischer Verlauf der Zähleffizienz nach [8] ist in Abbildung 1 dargestellt.
![Abb. 1: Zähleffizienz-Verlauf eines Streulichtmessgeräts nach [8]](https://www.dphe.de/wp-content/uploads/2025/05/image-225.png)
Abb. 1: Zähleffizienz-Verlauf eines Streulichtmessgeräts nach [8]
2.2 HEPA-Filter-Klassifizierung
Gemäß DIN EN 1822 [1] muss ab der Filter klasse H13 eine Einzelprüfung jedes HEPA Filters erfolgen. Eine Typenprüfung wie bei Grob-, Mittel- und Feinstaubfiltern [2] ist nicht erlaubt. Für die Filterklassenbestimmung wird das HEPA-Filter komplett auf der Reingasseite abgescannt. Aus dem Verhältnis der Partikelkonzentrationen auf der Rein- und auf der Rohgasseite ergibt sich die Filterabscheideleistung und damit die Filterklasse. Lokale Schwankungen werden akzeptiert. Auch ein Nachbessern der Filter, z.B. durch Verkleben von Stellen mit erhöhter Partikel-Penetration, ist erlaubt. In Tabelle 2 sind die geforderten Abscheideleistungen für HEPA-Filter aufgeführt.
Die Messung erfolgt bei einer mittleren, auf die Filterquerschnittsfläche bezogenen Filteranströmgeschwindigkeit von 0,45 m/s und bei der Partikelgröße mit der geringsten Abscheiderate, der Most Penetrating Particle Size (MPPS). Die MPPS ist die Partikelgröße, die das Filter am besten passieren kann ohne ab geschieden zu werden. Das Abscheideminimum liegt im Bereich von 0,1 µm und ergibt sich aus der geringer werdenden Trägheitsabscheidung für große Partikel bei gleichzeitig noch geringer Diffusionsabscheidung für kleine Partikeln [7]. Die MPPS wird zuvor vom Filter Hersteller oder Filter-Medien-Lieferant anhand von Messungen an der Flächenware ermittelt [1]. In Abbildung 2 ist ein typischer Verlauf dar gestellt.
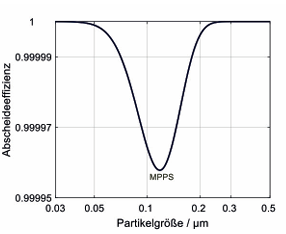
Abb. 2: Typischer Verlauf der Abscheidegrad Kurve eines HEPA-Filters
3 Einfluss der Anströmgeschwindigkeit auf die Abscheideleistung von HEPA-Filtern
Aufgrund des hohen Hohlraumanteils von meist mehr als 80 % bei Filtermedien, die in HEPA-Filtern eingesetzt werden, wird als Basis für die Berechnung der Abscheideleistung des gesamten Filters das Abscheideverhalten ein zelner Fasern oder von Faserfeldern herange zogen undauf ein gesamtes Filter hochgerech net [7]. Bei der Abscheidung von Partikeln an der Einzel-Faser ergibt sich der typische Kurvenverlauf mit einem Minimum bei Partikeln im Größenbereich von ca. 0,1 µm (siehe auch Kapitel zuvor und Abbildung 2).
Die Abscheideleistung ist abhängig von der Filteranströmgeschwindigkeit. Bei geringeren Anströmgeschwindigkeiten werden Partikel besser abgeschieden. Darüber hinaus kommt es zu einer Verschiebung des MPPS zu größeren Partikelgrößen hin.
In Abbildung 3 ist die Abhängigkeit der Abscheideleistung von der Filteranströmgeschwindigkeit für ein H13-Filter dargestellt. Die für das Erreichen der H13-Filterklasse erforderliche Abscheideleistung von 99,95 % an der MPPS wird bei einer Anströmgeschwindigkeit von 0,54 m/s noch erreicht. Bei Anströmgeschwindigkeiten von 0,90 m/s und 1,35 m/s wird die geforderte Abscheideleistung hinge gen unterschritten. Eine Verringerung der Anströmgeschwindigkeit auf 0,36 m/s führt zu einer Verbesserung. Weiterhin ist zu erkennen, dass Änderungen der Abscheideleistung nur im Partikelgrößenbereich von 0,02 µm bis 0,5 µm auftreten. Außerhalb dieses Bereichs werden unabhängig von der Filteranströmgeschwindigkeit alle Partikel weiterhin vollständig abgeschieden.
![Tab. 2: Vorgaben für Abscheidegrad bzw. Partikel-Penetration gemäß DIN EN 1822 [1]](https://www.dphe.de/wp-content/uploads/2025/05/image-227.png)
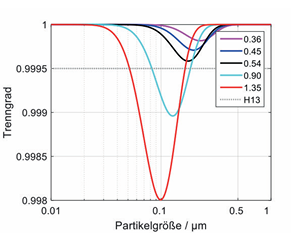
Abb. 3: Abscheidegrad-Kurven eines H13 Filters in Abhängigkeit der Filteranströmgeschwindigkeit
Zur Verdeutlichung wurden in Abbildung 4 alle Varianten auf den mit einer Anströmgeschwindigkeit von 0,45 m/s berechneten Trenngrad bezogen. Bei Geschwindigkeiten unterhalb von 0,45 m/s (0,36 m/s) liegt das Verhältnis fast über dem gesamten Partikel Größenbereich unterhalb von 1, was einer Verbesserung der Abscheideleistung entspricht. Lediglich im Bereich von 0,3 µm kommt es zu einer geringfügigen Verschlechterung, bedingt durch die Verschiebung der MPPS zu größeren Partikelgrößen.
Ebenfalls durch die Verschiebung der MPPS ist bei höheren Anströmgeschwindigkeit im Bereich von 0,3 µm eine geringfügige Verbesserung der Abscheideleistung zu beobachten. Die Verbesserung wird jedoch durch die deutliche Abnahme im Bereich von ca. 0,1 µm kompensiert.
Die lokalen Abweichungen für die einzelnen Partikelgrößen summieren sich zu den in Abbildung 5 dargestellten kumulativen Gesamt Abweichungen auf. Die kumulative Gesamt Abweichung wurde dabei wie folgt berechnet:
Demnach kommt es bei einer Verdreifachung der mittleren Filteranströmgeschwindigkeit von 0,45 m/s auf 1,35 m/s zu einer Verringerung der Abscheideleistung von rund 11 % bei Partikelgrößen größer gleich 0,02 µm. Bei Partikelgrößen oberhalb von 0,5 µm liegt hin gegen keine Abweichung vor.
4 Einfluss der Anströmgeschwindigkeit auf das Erreichen der Reinheitsklasse
Wie im vorangegangen Abschnitt gezeigt wurde, kommt es bei Anströmgeschwindigkeiten von mehr als 0,45 m/s nach einer geringfügigen Verbesserung der Abscheideleistung im Partikelgrößenbereich von 0,3 µm zu einer deutlichen Verschlechterung der Gesamt Abscheideleistung. So summiert sich beispielsweise für eine Anströmgeschwindigkeit von 1,35 m/s die Verringerung der Abscheideleistung auf rund 11 % auf, wenn als Bezug die Abscheideleistung bei 0,45 m/s genommen wird. Unter der Annahme, dass bei einer Anströmgeschwindigkeit von 0,45 m/s für jede Partikelgröße die Reinheitsklasse gerade noch erreicht wird, würden demzufolge die Vorgaben bei höheren Anströmgeschwindigkeiten und bei Partikelgrößen von weniger als 0,3 µm nicht mehr eingehalten.
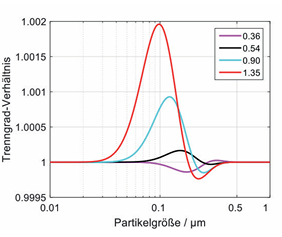
Abb. 4: auf den mit einer Anströmgeschwindigkeit von 0,45 m/s berechneten Trenngrad bezogene Trenngrad-Verhältnisse eines H13-Filters
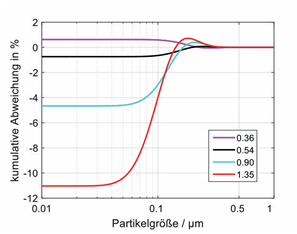
Abb. 5: kumulative Gesamt-Abweichungen gemäß Gleichung 2
Zur Verdeutlichung sind in Abbildung 6 für die ISO-Reinheitsklasse N = 5 (Grade „A“) die absoluten Abweichungen in Partikel pro m³ dargestellt. Die Abweichungen wurde dabei wie in Gleichung 3 beschrieben berechnet.

C′N ist die Partikelanzahlkonzentration bei den von 0,45 m/s abweichenden Anströmgeschwindigkeiten. Zusätzlich ist der gemäß ISO 14644-1 [4] erlaubte Rundungsfehler dar gestellt, der sich durch die Angabe der Partikelanzahlkonzentrationen auf drei gültige Ziffern genau ergibt. Für die ISO-Reinheitsklasse N =5ergeben sich die in Tabelle 3 aufgeführten Werte. D wurde durch Umformen von Gleichung 1 bestimmt.
Tab. 3: gemäß ISO 14644-1 [4] erlaubter Rundungsfehler, bedingt durch die Angabe der Partikelanzahlkonzentrationen auf drei gültige Ziffern genau
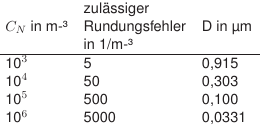
Abbildung 6 zeigt, dass es bei Anströmgeschwindigkeiten von mehr als 0,45 m/s zu nächst zu einer Abnahme der Partikelanzahlkonzentration im Partikelgrößenbereich von ca. 0,23 µm kommt. Unterhalb einer Partikelgröße von ca. 0,13 µm werden die Partikeln je doch deutlich schlechter abgeschieden. Die Unterschiede liegen deutlich außerhalb des Bereichs des Rundungsfehlers. Für Anströmgeschwindigkeiten von weniger als 0,45 m/s liegt die Abweichung ab einer Partikelgröße von ca. 0,18 µm außerhalb des Bereichs des Rundungsfehlers.
Ein signifikanter Unterschied tritt somit erst bei Partikelgrößen auf, die deutlich unter der üblicherweise bei Reinheitsklassen Messungen genutzten unteren Grenz Partikelgröße von 0,5 µm liegen. Im Partikelgrößenbereich von 0,2 µm kommt es darüber hinaus zur deutlichen Abnahme der Partikelzähleffizienz der Messgeräte (siehe Abbildung 1). Demzufolge sind sowohl die durch eine Erhöhung als auch die durch eine Verringerung der Filteranströmgeschwindigkeit hervorgerufenen Änderungen der Partikelabscheideleistung nur geringfügig messbar und haben keinen Einfluss auf die Reinheitsklasse.
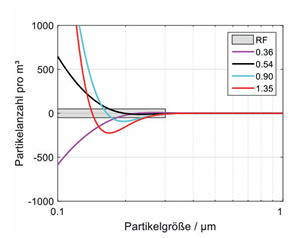
Abb. 6: Abweichungen der Partikelanzahlkon zentration gemäß Gleichung 3
In Abbildung 7 und Abbildung 8 sind die absoluten Partikelanzahlkonzentrationen dar gestellt. Auch diese Darstellungen verdeutlichen, dass signifikante Unterschiede erst ab Partikelgrößen von weniger als 0,1 µm vor liegen. Die Änderungen sind darüber hinaus so gering, dass nicht einmal bei einer Verdreifachung der Filteranströmgeschwindigkeit (1,35 m/s) ein Abfall auf die ISO-Klasse 5,1 vorliegt.
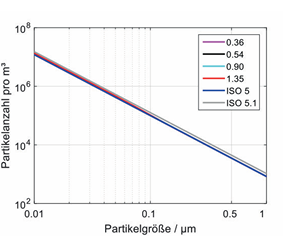
Abb. 7: Grenzpartikelkonzentrationen gemäß Gleichung 3 sowie für die Iso-Reinraumklassen N=5undN=5,1
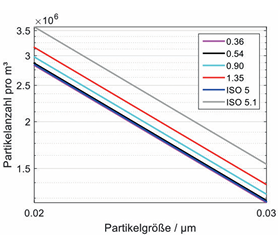
Abb. 8: Grenzpartikelkonzentrationen gemäß Gleichung 3 sowie für die Iso-Reinraumklassen N=5undN=5,1
5 Zusammenfassung
In diesem Technical Report wurde der Einfluss der Filteranströmgeschwindigkeit auf das Abscheideverhalten von HEPA-Filtern und auf das Erreichen der Reinheitsklasse in Reinräumen aufgezeigt. Die Bewertungen erfolgten anhand von Berechnungen der Abscheideleistung von HEPA-Filtern bei unterschiedlichen Anströmgeschwindigkeiten. Mit Hilfe des Verhältnisses der Abscheideleistungen wurde der Einfluss der Anströmgeschwindigkeit auf das Erreichen der Reinheitsklasse abgeschätzt. Dabei wurde gezeigt, dass es bei der Erhöhung der Filteranströmgeschwindigkeit auf über 0,45 m/s nach einer geringfügigen Verbesserung der Abscheideleistung im Partikelgrößenbereich von 0,3 µm zu einer deutlichen Verschlechterung der Gesamt Abscheideleistung kommt. Die Verringerung der Abscheideleistung summiert sich bei einer Verdreifachung der Filteranströmgeschwindigkeit von 0,45 m/s auf 1,35 m/s auf eine kumulative Gesamt-Abweichung von 11 % auf. Aufgrund des charakteristischen Verlaufs der Trenngrade, mit einem Abscheideminimum bei ca. 0,1 µm (MPPS), liegt bei Partikelgrößen oberhalb von 0,5µm jedoch keine Veränderung der Abscheideleistung vor. Da bei der Reinheitsklassenbestimmung generell Partikelgrößen von mehr als 0,5 µm bewertet werden, hat demzufolge weder eine Erhöhung noch eine Verringerung der Filteranströmgeschwindigkeit einen Einfluss auf die Reinheitsklasse der Reinräume oder der reinen Bereiche.
Literatur
1
DIN EN 1822-1: 2011: Schwebstofffilter (EPA, HEPA und ULPA)- Teil 1: Klassifikation, Leistungsprüfung, Kennzeichnung
2
DIN EN 779:2012-10: Partikel-Luftfilter für die allgemeine Raumlufttechnik- Bestimmung der Filterleistung
3
EU Guidelines to Good Manufacturing Practice, Volume 4, Annex 1: Manufacture of Sterile Medicinal Products- revision November 2008
4
SO 14644-1:2015-1 Cleanrooms and as sociated controlled environments- Part 1: Classification of air cleanliness by particle concentration
5
ISO 14644-3:2005-03: Cleanrooms and as sociated controlled environments- Part 3: Test methods
6
BAUMGARTNER, Hanspeter: Elektretfaserschichten fur die Aerosolfiltration- Untersuchungen zum Faserladungszustand und zur Abscheidecharakteristik, Uni Karlsruhe, Dissertation, 1987
7
BROWN, R. C. (Hrsg.): Air Filtration– An Integrated Approach to the Theory and Applications of Fibrous Filters. New York : Pergamon, 1993
8
GAIL, L. ; GOMMEL, U. ; HORTIG, H.-P.: Reinraumtechnik. 3. Aufl. Heidelberg : Springer, 2012
Reinräume sind essenziell für sensible Produktionsprozesse, bei denen kontrollierte Umgebungsbedingungen erforderlich sind. Wir unterstützen Sie dabei, die Reinraumqualität nach geltenden Normen sicherzustellen – mit präzisen Messungen, validierten Prüfverfahren und GMP-konformer Dokumentation.
Damit stellen wir sicher, dass die Reinraumprüfungen sowohl technisch korrekt als auch regulatorisch vollständig abgedeckt sind.
Mehr dazu
DPhE bestimmt die Luftwechselrate gemäß DIN EN ISO 14644-3, um sicherzustellen, dass sie Ihren Anforderungen entspricht und zur Reduktion von Partikelkontaminationen beiträgt.
Mehr dazu
DPhE überprüft vor Ort die Umgebungsparameter nach DIN 13779:2007 sowie den geltenden Arbeitsstätten-richtlinien.
Mehr dazu
HEPA/ULPA-Filter sind essenziell für partikelarme Reinräume. Wir bestimmen deren Integrität mittels Filterlecktest und optischen Partikelzählern nach DIN EN ISO 14644-3, um die Einhaltung der Akzeptanzkriterien sicherzustellen.
Mehr dazu
•Reinräume im pharmazeutischen Bereich werden nach dem Reinheitsgrad der Raumluft klassifiziert, wie in Normen wie ISO 14644 und dem EG-Leitfaden gefordert. Die Einteilung bzw. die Klassifizierung luftgetragener Partikel erfolgt in 1/m³ und wird mit Regelwerken verglichen und entsprechend zugeordnet.
Mehr dazu
•In Reinräumen der Klasse A gemäß EU-GMP (Annex 1:2022) werden Laminar-Flow- oder TMS-Felder eingesetzt, um eine turbulenzarme Verdrängungsströmung (TAV) zu erzeugen und höchste Luftreinheit zu gewährleisten. DPhE misst die Strömungsgeschwindigkeit und deren Gleichmäßigkeit nach DIN EN ISO 14644.
Mehr dazu
•Die Prüfung des Raumdifferenzdrucks bestätigt die Fähigkeit des Reinraums, den festgelegten Druck aufrechtzuerhalten. DPhE führt diese Messungen gemäß ISO 14644 durch, bewertet und dokumentiert die Ergebnisse. Die Filterdruckdifferenz gibt Aufschluss über den Luftdurchsatz und den Zustand des Filtermediums. DPhE erfasst den Anfangsdruckverlust nach Installation und überprüft ihn regelmäßig, um Verstopfungen oder Schäden frühzeitig zu erkennen.
Mehr dazu
DPhE setzt die Vorgaben zur Bestimmung der Erholzeit gemäß ISO 14644‑3 normkonform, praxisnah und transparent um. Zur Prüfung wird die Partikel-konzentration der Raumluft gezielt auf ein definiertes Niveau von 1:100 oder 1:10 erhöht. Anschließend erfassen wir die Erholzeit des Raumes kontinuierlich mithilfe eines optischen Partikelzählers (OPZ). Die Messergebnisse werden in Abhängigkeit von der Partikelanzahl-konzentration systematisch dokumentiert und nachvollziehbar ausgewertet.
Mehr dazu
In der pharmazeutischen und biotechnologischen Industrie können Maschinen und Anlagen zu erhöhter Lärmbelastung führen.
DPhE führt Schallpegelmessungen mit kalibrierten Messgeräten an definierten Messpunkten durch und weist damit normgerecht nach, dass die Lärmbelastung Ihrer Arbeitsumgebung den Anforderungen des Arbeitsschutzes entspricht.
Mehr dazu
Eine ausreichende und gleichmäßig verteilte Beleuchtung ist entscheidend für sicheres und präzises Arbeiten, insbesondere in der Produktion und auf Fluchtwegen. DPhE misst die Beleuchtungsstärke normgerecht (z. B. nach DIN EN 12464‑1) mit einem Luxmeter an definierten Messpunkten. Auf dieser Basis erstellen wir einen Flächenplan und beurteilen die Gleichmäßigkeit der Beleuchtung in Ihren Räumlichkeiten.
Weitere Leistungen

Rechtskonformität
Zuverlässige Prüfungen nach Norm und Gesetz

Effizienz
Kurze Reaktionszeiten, schnelle Ergebnisse

Flexibilität
Modular buchbar – vom Einzeltest bis Gesamtpaket

Kompatibilität
Reibungslose Integration in Ihre Abläufe
Druckgase spielen eine zentrale Rolle in vielen industriellen und pharmazeutischen Anwendungen. Ob zur Produktion, Analyse oder als Hilfsstoff – die Qualität der Gase muss höchsten Reinheits- und Sicherheitsstandards entsprechen. Wir stellen durch umfassende Prüfungen sicher, dass Ihre Druckgassysteme den regulatorischen Vorgaben entsprechen und zuverlässig arbeiten.
Damit stellen wir sicher, dass die Reinraumprüfungen sowohl technisch korrekt als auch regulatorisch vollständig abgedeckt sind.
Mehr dazu
Wasser begünstigt mikrobiologische Kontaminationen, weshalb der Feuchtegehalt in Druckgasen streng geregelt ist (max. 67 ppmV gemäß Pharmakopöen, Klassifizierung nach ISO 8573). Wir messen den Feuchtegehalt vor Ort und führen Umrechnungen in firmenspezifische Feuchtegrößen und ISO 8573 durch.
Mehr dazu
Die Reinheit von Prozessgasen wird oft vernachlässigt, obwohl sie produktberührend sind und Reinräume beeinflussen. Wir prüfen den Partikelgehalt in Prozessgasen gemäß und DIN ISO 8573.
Mehr dazu
Pharmazeutische Druckgase müssen die mikrobiologischen Grenzwerte der Reinheitsklassen erfüllen, insbesondere bei Produktberührung. Wir nutzen einen Keimsammler zur Probenahme auf Agarplatten, welche gemäß EG-Leitfaden spezifiziert werden. Bei einem positiven Ergebnis besteht die Möglichkeit einer Keimidentifizierung.
Mehr dazu
Die Pharmacopoeia (Ph. Eur.) legt eine maximale Konzentration von 0,1 mg/m³ Ölgehalt fest, während
ISO 8573 über Klassendefinitionen geht. Wir nutzen eine spezielle Vorrichtung, die unter kontrollierten Bedingungen ein definiertes Probenahmevolumen ermöglicht. Die Druckluft wird über Aktivkohle geleitet, um Öldampf zu adsorbieren. Der Gehalt an Kohlenwasserstoffen (C6-C40) wird anschließend im Labor ermittelt.
Mehr dazu
Mittels mobilen Sauerstoffanalysators kann der im Druckgas herrschende Sauerstoffgehalt gemäß den Anforderungen der Pharmacopoeia (Ph. Eur.) geprüft werden.
Mehr dazu
Pharmazeutischer Stickstoff muss gemäß Ph. Eur. eine Reinheit von mindestens 99,5 % aufweisen, wobei Spurengase wie CO, CO2, Ar und O2 Grenzwerte haben. Wir identifizieren Stickstoff und bestimmen die Gehalte dieser Gase mittels mobilem Gaschromatographen.
Mehr dazu
Mit entsprechenden Kurzzeitröhrchen bestimmen wir unter anderem den Gehalt an: Nitrose Gase, Wassergehalt, Ölgehalt, Kohlenmonoxid und -dioxid, Schwefeldioxid.
Mehr dazu
Mittels Ultraschall-Laufzeitdifferenz-Korrelationsverfahren bestimmten wir die Strömungsgeschwindigkeit von Fluiden.
Mehr dazu
Wir detektieren Undichtigkeiten zur Vermeidung von Verlusten und Kontaminationen.
Ihre Vorteile mit DPhE
Rechtskonformität
Zuverlässige Prüfungen nach Norm und Gesetz
Effizienz
Kurze Reaktionszeiten, schnelle Ergebnisse
Flexibilität
Modular buchbar – vom Einzeltest bis Gesamtpaket
Kompatibilität
Reibungslose Integration in Ihre Abläufe
Reindampf ist essenziell für pharmazeutische und industrielle Anwendungen, insbesondere in der Sterilisation und Reinigung. Die Qualität des Dampfes beeinflusst direkt die Sicherheit und Wirksamkeit Ihrer Prozesse. Mit unseren Prüfungen stellen wir sicher, dass Ihr Dampf gemäß DIN EN 285 die erforderliche Sattdampfqualität besitzt.
Damit stellen wir sicher, dass die Reinraumprüfungen sowohl technisch korrekt als auch regulatorisch vollständig abgedeckt sind.
Mehr dazu
Wir prüfen die Dampfqualität auf nicht-kondensierbare Gase, um nachzuweisen, dass der Anteil im Dampf das Erreichen der Sterilisationsbedingungen in keinem Teil der Sterilisatorbeladung verhindert.
Mehr dazu
Wir prüfen die im Dampf verteilte Feuchtigkeit. Übermäßige Feuchtigkeit kann feuchte Beladungen verursachen, während zu wenig Feuchtigkeit eine Überhitzung des Dampfes bei der Expansion in der Kammer des Sterilisators nicht verhindern kann.
Mehr dazu
Wir prüfen die Dampfüberhitzung, um nachzuweisen, dass das Dampfversorgungssystem geeignet ist, eine Überhitzung des Dampfes zu verhindern.
Ihre Vorteile mit DPhE
Rechtskonformität
Zuverlässige Prüfungen nach Norm und Gesetz
Effizienz
Kurze Reaktionszeiten, schnelle Ergebnisse
Flexibilität
Modular buchbar – vom Einzeltest bis Gesamtpaket
Kompatibilität
Reibungslose Integration in Ihre Abläufe
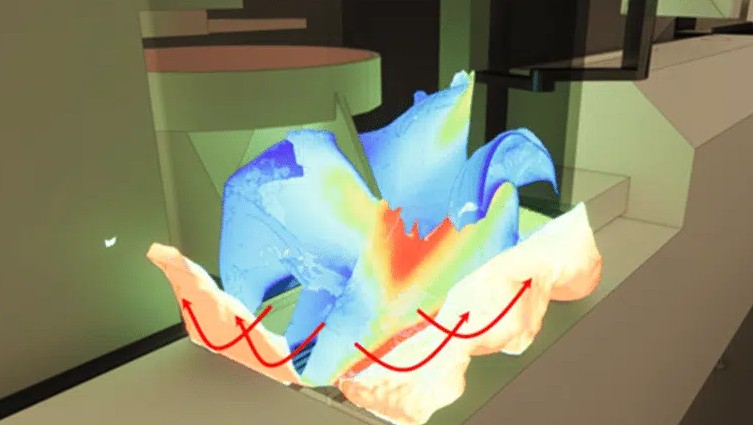
Strömungsvisualisierung ist die sichtbare Darstellung der Luftströmung (z. B. mit WFI Nebel) im Reinraum, um die korrekte Luftführung und den Schutz kritischer Bereiche nach GMP sicherzustellen.
VON DER IDEE BIS ZUR ENTSCHEIDUNG
Machbarkeit prüfen – bevor Kosten entstehen


")
CFD
Smoke Studies
… Anlagen & Maschinen
Durch den Einsatz von ölklassifiziertem DI‑Nebel machen wir ansonsten unsichtbare Strömungsphänomene sichtbar. So lassen sich Toträume, Rückströmungen oder ungünstige Strömungsprofile identifizieren und gezielt optimieren.
… Räumen
Die Visualisierung zeigt, wie Luftströme geführt werden, wo Verwirbelungen entstehen und wie effektiv die Lüftung arbeitet. Diese Methode ist besonders hilfreich bei Raumqualifizierungen, Reinraumuntersuchungen und zur Überprüfung hygienerelevanter Luftführungen.
(PIV) + EBIV

Mehr dazu
Identifikation potenzieller Risiken durch eine strukturierte Analyse der Luftströmung und möglicher Kontaminationsquellen
Mehr dazu
Detaillierte Planung der Strömungsvisualisierung – nach Vorgaben unserer Kunden
Mehr dazu
Festlegung objektiver Bewertungskriterien zur Beurteilung der Luftströmungsverhältnisse und Reinraumkonformität.
Mehr dazu
Erstellung umfassender Berichte mit statischen und dynamischen Aufnahmen zur Nachvollziehbarkeit der Ergebnisse.
Mehr dazu
Zusammenfassung aller Ergebnisse, Bewertungen und Optimierungsvorschläge für eine nachhaltige Reinraumqualität.
Ihre Vorteile mit DPhE
Rechtskonformität
Zuverlässige Prüfungen nach Norm und Gesetz
Effizienz
Kurze Reaktionszeiten, schnelle Ergebnisse
Flexibilität
Modular buchbar – vom Einzeltest bis Gesamtpaket
Kompatibilität
Reibungslose Integration in Ihre Abläufe
Unsere Qualifizierungsdienstleistungen stellen sicher, dass pharmazeutische Systeme und Einrichtungen die gesetzlichen Anforderungen erfüllen und optimal für den Betrieb vorbereitet sind. Mit einem strukturierten Ansatz begleiten wir Sie durch alle Phasen – von der Planung bis zur Abnahme.
VON DER ANFORDERUNG BIS ZUR ERFOLGREICHEN ABNAHME
Strukturiert qualifizieren – von der Anforderung bis zum Betrieb
Designqualifizierung
Nutzeranforderungen
Funktionsspezifikation
Designspezifikation
Umsetzung
Installationsqualifizierung
Funktionsqualifizierung
Leistungsqualifizierung
Requalifizierung
Die dargestellten Phasen bilden die Grundlage für unsere qualifizierungsbegleitenden Dienstleistungen.
Unsere Dienstleistungen im Überblick
Qualitäts-managementpläne
(QMP)
Detaillierte Planung von qualitätsrelevanten Maßnahmen zur Sicherstellung der Compliance
Dokumenten-
erstellung
Erstellung und Überprüfung aller qualifizierungsrelevanten Dokumente – User Requirement Specifications (URS), Lastenhefte und Standard-Arbeitsanweisungen (SOPs).
Risikoanalyse- & bewertung
Identifikation und Bewertung potenzieller Risiken zur Sicherstellung eines stabilen und sicheren Betriebs
Qualifizierungspläne
Wir begleiten alle Qualifizierungsphasen (DQ, IQ, OQ und PQ) inklusive Designreview und stellen eine lückenlose Dokumentation sicher
Change Management
Strukturierte Bewertung und Umsetzung von Änderungen zur dauerhaften Sicherstellung der Compliance und Prozessstabilität
Ihre Vorteile mit DPhE

Qualitätssicherung
GMP-konforme Umsetzung garantiert

Nachvollziehbarkeit
Strukturierte, prüfbare Dokumentation

Fachkompetenz
Technische und regulatorische Expertise

Prozessorientierung
Effiziente Prozesse durch Risikoorientierung
Validierung ist ein essenzieller Bestandteil der Qualitätssicherung und stellt sicher, dass Prozesse, Systeme und Anlagen stabil, reproduzierbar und regelkonform arbeiten. Ziel ist es, nachzuweisen, dass ein Prozess oder ein System die gewünschten Ergebnisse zuverlässig und konsistent liefert – gemäß den regulatorischen Anforderungen (z. B. GMP, FDA, ISO).
PROZESSE NACHWEISLICH SICHER – REPRODUZIERBAR & REGELKONFORM
Validierung mit System – nachweislich wirksam, dauerhaft compliant
Effektiv zum Ziel – mit erfahrenen Spezialisten

Wir unterstützen Sie mit einem klaren, risikobasierten Ansatz über den gesamten Validierungsprozess hinweg – normkonform, nachvollziehbar und auf Ihre Prozesse abgestimmt.
Unsere Dienstleistungen im Überblick
Entwicklung Validierungsstrategie
Erstellung maßgeschneiderter Validierungskonzepte zur Sicherstellung regulatorischer Compliance
Computersoftware-Validierung
Validierung von computergestützten Systemen gemäß geltenden Richtlinien (z. B. GAMP 5)
Design of Experiment (DoE)
Einsatz statistischer Versuchsplanung zur Optimierung von Prozessen und Validierungsstudien in der Entwicklung
Reinigungsvalidierung
Überprüfung und Dokumentation der Reinigungsverfahren, zur Vermeidung von Kreuzkontaminationen
Prozessvalidierung
Sicherstellung robuster und reproduzierbarer Produktionsprozesse durch gezielte Validierung
CPP
Unterstützung bei der Definition und Implementierung kritischer Prozessparameter (CPP) zur Sicherstellung stabiler Prozesse.
Ihre Vorteile mit DPhE
Qualitätssicherung
GMP-konforme Umsetzung garantiert
Nachvollziehbarkeit
Strukturierte, prüfbare Dokumentation
Fachkompetenz
Technische und regulatorische Expertise
Prozessorientierung
Effiziente Prozesse durch Risikoorientierung
Die Einhaltung der Good Manufacturing Practice (GMP) ist essenziell für die pharmazeutische Produktion. Audits und Compliance-Prüfungen stellen sicher, dass Ihre Prozesse, Anlagen und Dokumentationen den gesetzlichen Anforderungen entsprechen. Wir unterstützen Sie dabei, GMP-konform zu arbeiten und Audit-Sicherheit zu gewährleisten.
COMPLIANCE, QUALITÄT & AUDIT-SICHERHEIT
GMP-konform arbeiten – sicher, dokumentiert, auditbereit

GMP‑Anforderungen betreffen nicht nur Audits, sondern den gesamten Produktions‑ und Qualitätsprozess. Sie verlangen klare Strukturen, belastbare Dokumentationen und nachvollziehbare Entscheidungen.
Unsere Dienstleistungen im Überblick
GAP-
Analyse
Wir identifizieren Schwachstellen in Ihren Prozessen und geben Empfehlungen zur Verbesserung der GMP-Compliance.
Dokumentations-prüfung
SOPs, Chargendokumentationen und Validierungsunterlagen werden auf Vollständigkeit und GMP-Konformität geprüft.
Prüfung der Produktionsstätten
Wir kontrollieren, ob Ihre Produktionsstätten den regulatorischen Anforderungen entsprechen.
Auditvorbereitung & Begleitung
Die Vorbereitung interner und externer Audits wird durch Pre-Audits und Mock-Inspektionen optimiert. Wir begleiten Sie bei der Durchführung.
Notfallmanagement bei Qualitätsabweichungen
Wir entwickeln Maßnahmen zur schnellen Beseitigung von Deviations und setzen diese um.
Interne Audits & Lieferantenaudits
Eigene Prozesse und Lieferanten werden gezielt auditiert, um Qualität und GMP-Konformität sicherzustellen.
Ihre Vorteile mit DPhE

Erfahrung
30 Jahre
GMP-Erfahrung
")
Praxisorientierung
Strategische Beratung
mit Praxisbezug

Support
Flexible Unterstützung bei akuten Problemen

Teamwork
Interdisziplinäre
Teams
Weitere Leistungen
Ihr persönlicher Kontakt

Lukas Leist
Niederlassungsleiter in Ludwigshafen
Ludwigshafen
Telefon: +49152 53694831
E-Mail: lukas.leist@dphe.de